Key Benefits
- Even and predictable wear life
- Interchangeable material options
- Energy savings
- Eliminate gland water requirements
The toughest and most versatile split-case aggregate and mining slurry pump
You asked for a split-case mining slurry pump with longer wear life and better efficiency. Our solution? The slurryMAX pump, with multiple liner and impeller material options. Our centrifugal slurry pumps handle abrasive mining slurry in iron ore, gold, copper, hard rock mining and aggregate applications.
What we offer
High efficiency mining slurry pump for copper, gold, hard rock mining and much more.
With the dramatic success of our millMAX™ metal slurry pump, we have incorporated its patented features into our slurryMAX™ Split-case mining slurry pump product range.
slurryMAX mining pumps include our patented wear ring technology
Our patented adjustable wear ring closes the clearance between the wear ring and the impeller eye. The ability to control the suction-side clearance reduces the recirculation, and helps maintain the design performance over the life of the pump without increasing the pump speed.
Over time, a conventional pump will have to increase the operating speed to maintain performance, causing it to wear out even faster. The wear ring advantage also allows for a wide clearance between the impeller and suction liner. This eliminates the mechanical grinding of solids between the two components. Conventional pumps without the wear ring advantage experience this grinding of solids which consumes power and causes significant wear in the suction liner and impeller. The unique advantage to our design is that we solve both the grinding and the recirculation problems within the pump while our competitors can only solve one or the other.
Multiple liner and impeller material options
Our slurryMAX handles the majority of applications for any plant across a wide range of mining; it is ideal as a gold mining pump as well as copper, hard rock mining, iron ore and aggregates. Simply put, the slurryMAX is the most versatile, efficient and longest-lasting slurry pump of its kind. Coupled with existing KREBS horizontal pumps, the slurryMAX will lower the total cost of ownership of every centrifugal mining slurry pump in your plant.
We think the safety of your fingers are ten great reasons to try a slurryMAX!
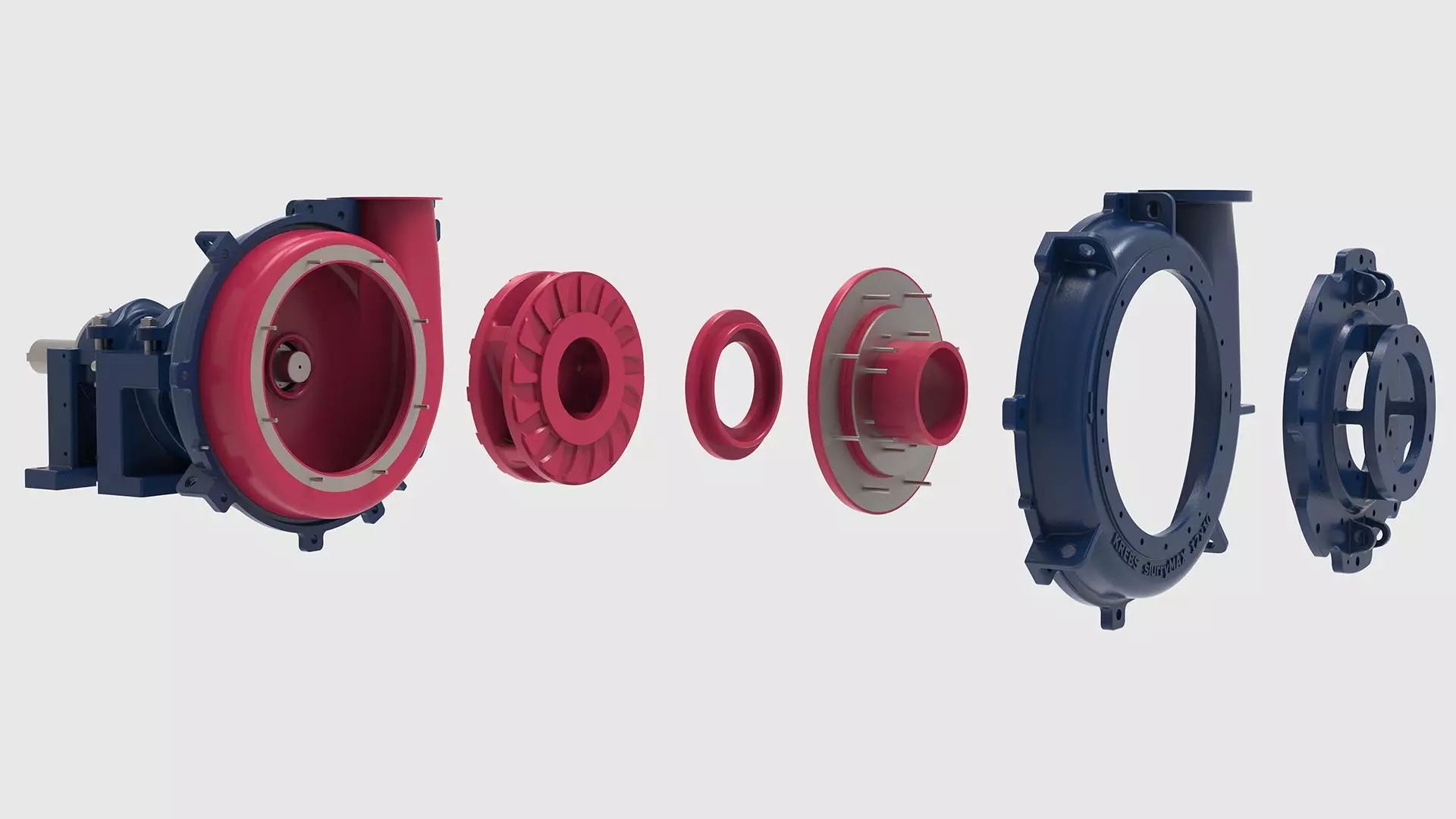
We designed a volute liner with an integrated back liner that bolts securely to the outer drive side casing for ease of assembly and hands-free safety. Our 8x6 and larger slurryMAX pumps feature a simple removable suction liner assembly for inspection of internals and replacement of impeller without removing the discharge pipe. Easy-to-use lifting jigs allows for safe and rapid rebuilds. Look to us for all your slurry pump needs, we aren't just the manufacturer, we design, provide solutions, monitoring technology and more. Check out our full line of horizontal slurry pumps.
slurryMAX™-U with polyurethane liners, impellers and wear rings
The polyurethane liners for our slurryMAX-U slurry pump provides the perfect middle ground between traditional metal and elastomer lining in pumps. Our polyurethane liners thrive in fine particle applications where elastomers were once the only solution. They also give you the abrasion resistance of metal liners to protect against cutting and tearing due to sharp, large particle impact.
■ Cost effective
■ Excellent performance in fine particle applications
■ Higher impeller peripheral velocity limit
■ Corrosion resistance similar to rubber-lined pumps
Key benefits
Lower your operating costs by installing a slurryMAX™ centrifugal mining slurry pump
- Even and predictable wear life
- Extended wear life is delivered through our wear ring technology and versatile range of material options. Our slurryMAX horizontal slurry pump maintains hydraulic performance throughout the life of the pump, increasing the life of all wet end parts and reducing power consumption.
- Interchangeable material options
- Multiple elastomer, alloy and polyurethane material combinations are available for all applications. Our casings and elastomer liners are designed to withstand slurry turbulence and allow for a wide operating flow range.
- Energy savings
- By solving both the grinding and the recirculation problems within the pump, our slurryMAX increases slurry efficiency by 5-10%. This results in lower power consumption and lower cost per ton.
- Eliminate gland water requirements
- Customers all over the world are in need of cost effective solutions to minimize water usage in their plants. The increased performance of the slurryMAX centrifugal seal with its large diameter expeller and oversized vanes opens the door for more applications that previously had no alternative but to use water flush or expensive mechanical sealing systems.
Product features
Our heavy-duty, split-case mining slurry pump delivers on technology and performance
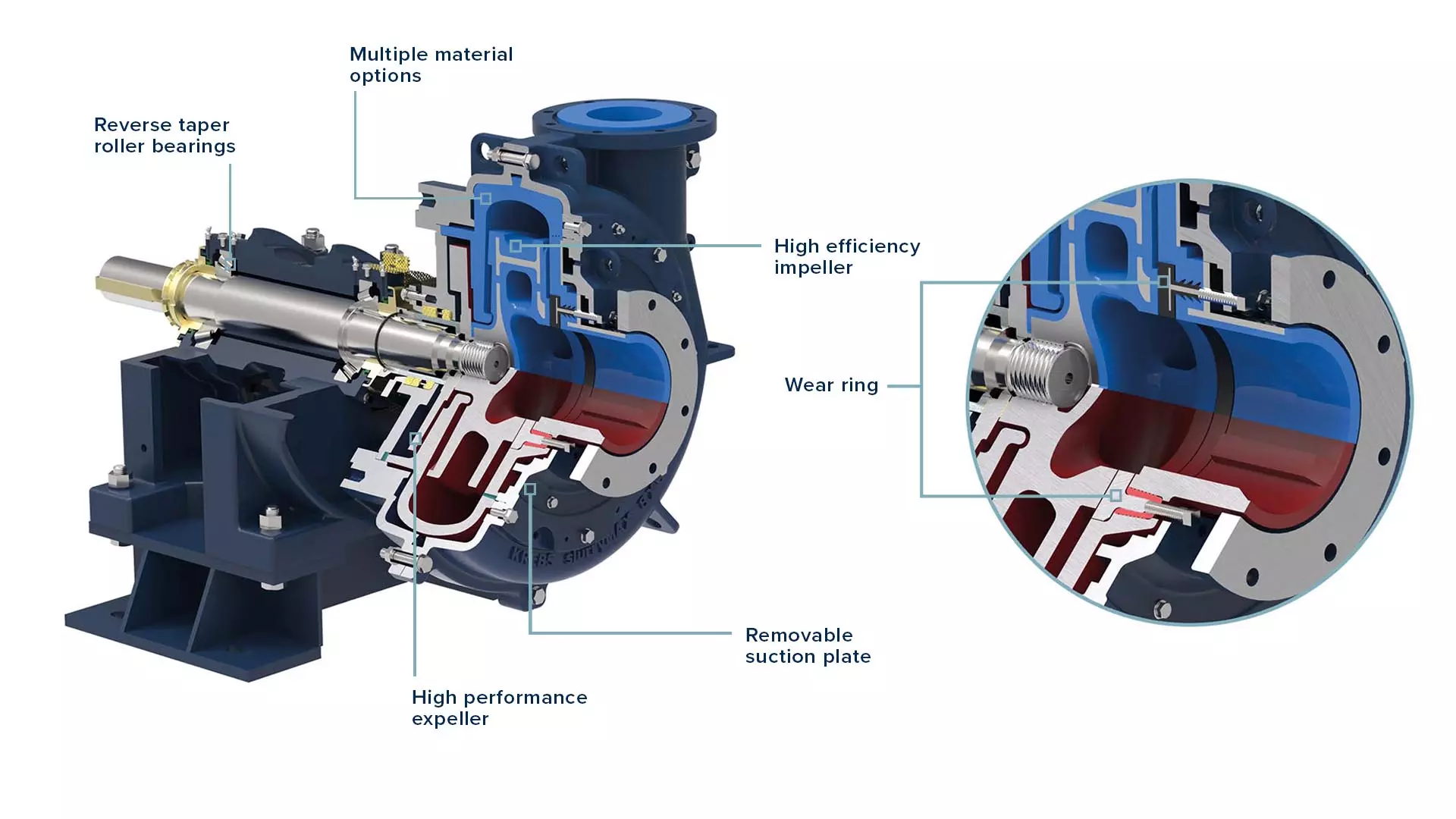
Our proprietary wear ring for suction side sealing is one of the key reasons that lead the pump manufacturer market. This feature allows adjustment of the impeller to the back to boost centrifugal seal performance, while limiting suction-side recirculation.
A removable suction plate, available on models that are 8 x 6 and larger, allows impeller and suction-side liner assembly replacement without disturbing the casing and discharge piping.
Reverse taper roller bearings increase the effective load span to improve wear life. The pumping action of the taper rollers discharges grease to the outside, preventing an influx of slurry and eliminating the possibility of failure from over-greasing. Heavy-duty shaft and taper roller bearings rated at 100,000 hours minimum of B10 life.
An optional drain port/plug casing feature may be added to allow water drainage.
| The slurryMAX is available in the following sizes | |
|---|---|
| 3 x 2 | 80 mm x 50 mm |
| 4 x 3 | 100 mm x 80 mm |
| 6 x 4 | 150 mm x 100 mm |
| 8 x 6 | 200 mm x 150 mm |
| 10 x 8 | 250 mm x 200 mm |
| 12 x 10 | 300 mm x 250 mm |
One simple app for better understanding and improving your operation
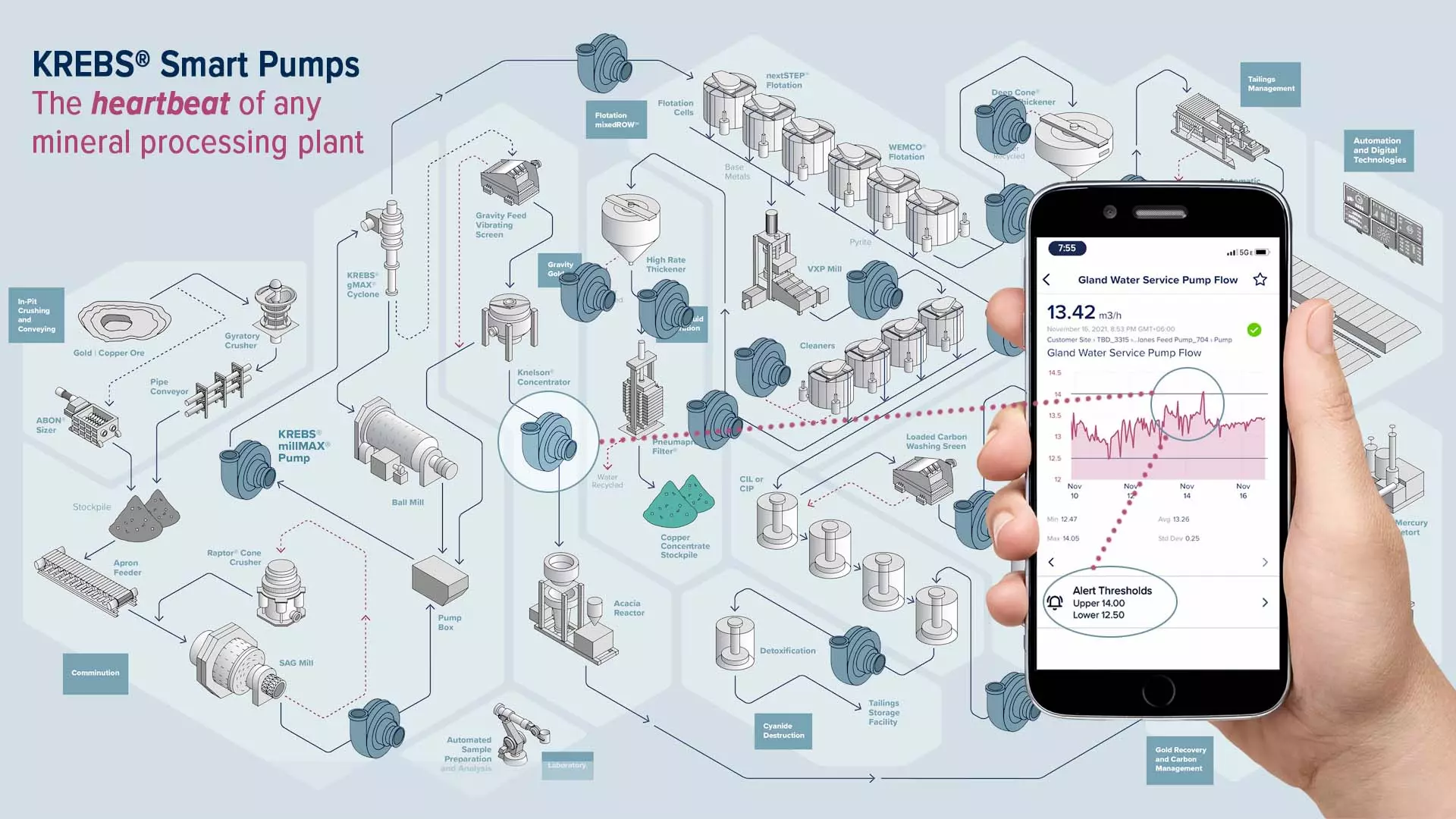
With the combination of our SiteConnect™ app and KREBS® Smart Pumps, you now have access to real-time information about your pumps on any phone or mobile device. Get instant alerts about operational deviations so that you know about potential problems before they occur. With better information about current operation, historical data, trends and advanced calculations, one simple app gives you a snapshot of the overall health of your entire plant. Learn more our SiteConnect™ mobile app.
Downloads
Brochures
English
PDF (3335KB)
French
PDF (5362KB)
French
PDF (2954KB)
Portuguese
PDF (5518KB)
Spanish
PDF (588KB)
Spanish
PDF (6118KB)
Spanish
PDF (2723KB)
Related offerings
Services
Keep exploring