Key Benefits
- Minimized product degradation and shearing
- Reduced risk of air locking
- Large solids passing size
- Extended wear life
Don’t let degradation and air locking plague your pump
Shearing and degradation can wreak havoc on your product quality. Air locking and pump wear lead to unplanned shutdowns and high maintenance costs – and eventually the need for new equipment. The KREBS® hMAX pump addresses all of these challenges and more, making it ideal for froth, large particle, and shear-sensitive applications.
What we offer
Maintain the integrity of your product with our hMAX pump
Suitable for all industries where tramp material, product degradation, and entrained air can affect pump performance, we designed our hMAX centrifugal slurry pump to provide clear passage of large solids, and to minimise shearing, solids degradation, air locking and wear.
Our hMAX pump, with its large internal clearances and superior hydraulic design, maintains the integrity of the product by delicately handling solids in suspension. The hMAX reduces carbon attrition and shear stress making it an ideal choice for the carbon transfer process.
In applications such as flotation, concentrate slurries will have a significant amount of entrained air known as froth. When pumping froth slurry, special considerations must be taken since it will no longer perform as normal slurry at the same pump speed. The difference is due to the air which will expand in the low-pressure zone at the eye of the impeller and inhibit the flow going through the pump. Traditionally, pumps are oversized to account for the volume of air at the eye of the impeller to still generate the required flow rate.
Oversizing, however, is not the only solution! With a recessed impeller design, the hMAX allows for the clear passage of air entrained slurries without influencing the duty flow and head. Through constant recirculation, the open vortex impeller design allows for froth advancement without air locking. In fact, the hMAX can handle slurries containing up to 30% entrained air.
And wear life? The hMAX’s heavy-duty concentric casing design reduces radial loads, which greatly extends the life of the pump, the bearings and the mechanical seals.
Key benefits
The hMAX preserves your product and prevents air locking
- Minimized product degradation and shearing
- The hMAX's concentric casing and recessed impeller design create large internal clearances that allow for clear passage of solids without contacting the impeller - reducing the chance of product degradation and shearing.
- Reduced risk of air locking
- The hMAX is designed to reliably pump slurries with up to 30% entrained air without air locking. Through constant recirculation, the bubble at the impeller eye is broken up, increasing efficiency, reducing power draw and minimising flow instability, even in flotation applications and low-level sump operations.
- Large solids passing size
- The hMAX is designed to provide safe passage of large, shear-sensitive solids without clogging and without degrading the product.
- Extended wear life
- The heavy-duty concentric casing design eliminates radial loads, which greatly extends the life of the pump, the seals and the bearings.
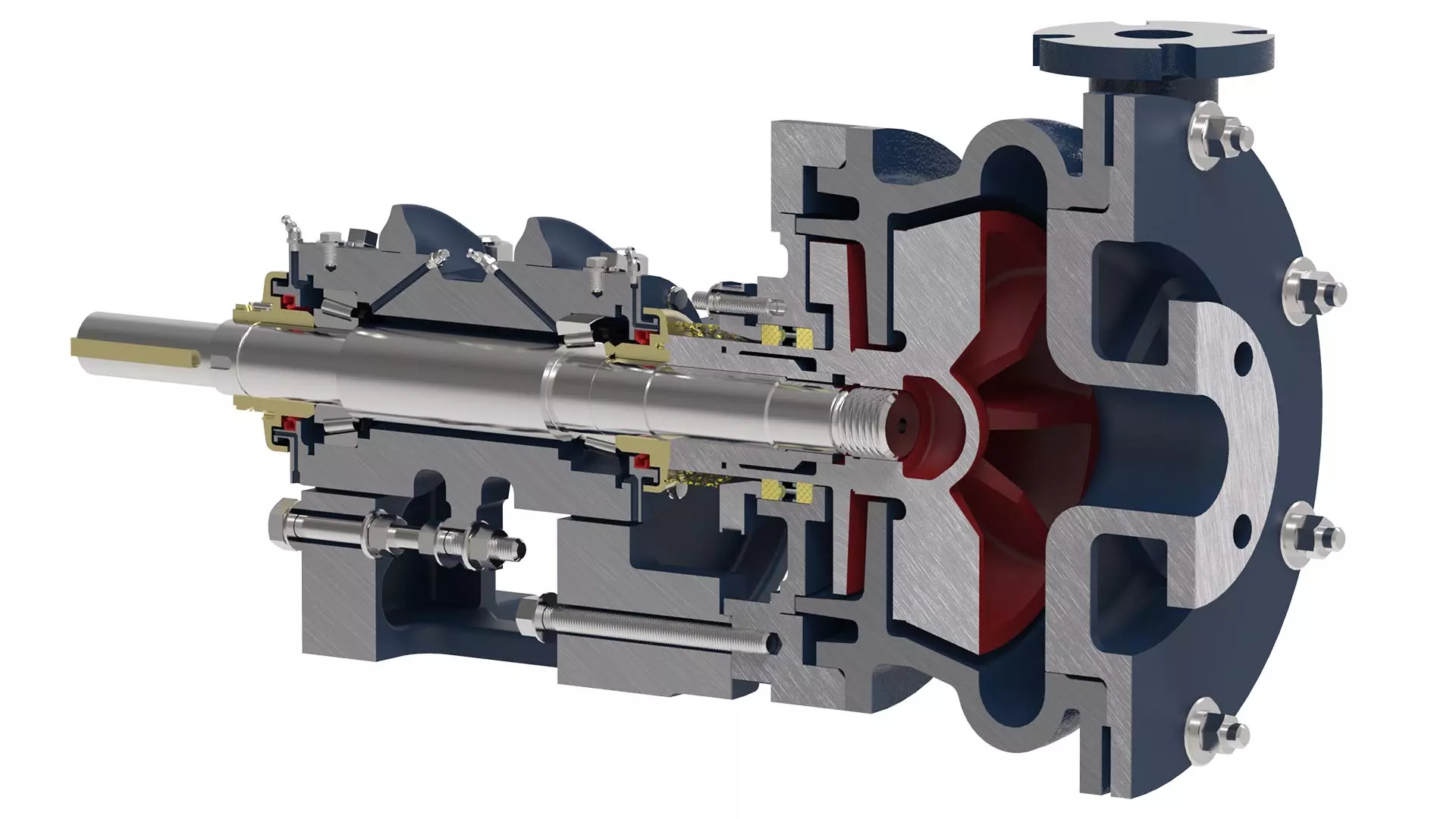
Product features
Unique features drive the hMAX pump's powerful performance
The hMAX centrifugal slurry pump is designed to provide safe passage of large solids without clogging and without shearing or degrading the product. Even at low flows, the hMAX provides performance that cannot be reached by many centrifugal pumps.
Our hMAX pump is the longest-wearing and most efficient pump in its class. It features a heavy-duty concentric casing design that reduces radial loads and extends bearing life. The recessed impeller and concentric casing provide large internal clearances that allow for the clear passage of large solids and reliable operation at low flows.

Ideal applications:
- All duties where degradation must be avoided
- Carbon transfer
- Water treatment
- Pulp and paper
- Froth
Downloads
Brochures
Keep exploring