Key Benefits
- Standard and custom sizes, to suit every setting
- Resistant to high temperatures and corrosion
- Effective lower-temperature operation
- Robust design
- Keeps operators safe
Activated carbon regeneration for superior gold and silver recovery
FLSmidth is a global leader in precious metals extraction equipment and systems. Our activated carbon regeneration kilns have been refined through innovative thinking for over 20 years. We simplify the carbon regeneration process.
What we offer
Carbon regeneration to maintain a healthy carbon circuit
Activated carbon is a very effective concentrator of gold and silver owing to its high adsorption capacity in cyanide leach circuits, but it is expensive.
In the adsorption process, carbon activity and adsorption capacity are decreased through organic fouling contamination with fuel and lubricants from processing equipment, flotation reagents, grinding aids, viscosity modifiers, humic acids and plastics.
Organic fouling slows the gold and silver adsorption rate and decreases the metal loading capacity of the carbon. Precious metals losses occur as available gold and silver cyanide ions are not captured by the carbon. Remaining precious metal inventory builds within the circuit leading to higher soluble losses to tailings.
That’s where our carbon regeneration kilns can restore activity of fouled or ‘contaminated’ carbon for a far more sustainable approach versus purchasing new activated carbon. Eliminate the cost of disposing of fouled carbon which still has useful life, all while incurring fewer greenhouse gas emissions.
Regeneration done right
FLSmidth kilns utilise a simple single-tube design and focus on high quality robust equipment to last the life of your mine. Our patented bellows-type mechanical seals with brass running faces maintain a controlled pressure steam atmosphere within the tube and limit exothermic reactions. Dewatered carbon is fed into the kiln via an inclined screw-feeder with integrated drip screen, and the 40-50% entrained moisture in the carbon feed is converted to essential process steam. With the combination of steam atmosphere, conservative heat rate, temperature setpoint, residence time and cooling zone, our kilns ensure regeneration treatment takes place without excessively consuming, burning or damaging the carbon.
Our conservative process approach to reactivating carbon not only promotes maximum carbon life and carbon circuit health, it leads to the lowest overall lifecycle cost of our kilns. Our kiln tubes usually last well beyond the life of the mine and maintenance is minimal beyond lubricating bearings and making simple mechanical adjustments.
Our process is simple and we keep from over-oxidising exothermic reactions in the kiln. Overheating the carbon softens the matrix, leading to vastly increased carbon attrition, and quickly ages the pore structure so the useful load-strip-regenerate cycles are decreased. We say activated carbon is expensive, so why wear it out prematurely?
Our single tube design requires no pre-dryer of the carbon. By utilising the feed moisture of the feed carbon, no outside steam addition is required. We use a good quality and conservatively sized active dewatering screen placed above the feed bin.
Our carbon regeneration design philosophy is simple: treat the carbon gently and don’t add unnecessary complicated process steps to the system. The result is high reactivated carbon activity with enduring carbon life.
Proven performer, worldwide
With more than 50 carbon regeneration kilns installed worldwide, North America, South America, Europe, Asia and Africa are all reaping the benefits of our carbon regeneration kilns.
We aim to assist you through every stage of your kiln’s life, from installation assistance, to commissioning advice, troubleshooting and optimisation or general consulting services.
Key Benefits
Designed for safety, longevity and adaptability
At FLSmidth, our goal is to regenerate fouled carbon without excessively consuming or damaging it in the process. We also aim to have the lowest lifecycle cost of any kiln manufacturer in the industry, significantly benefiting your bottom line and your operations.
Our technology keeps your activated carbon circuit healthy via:
- Minimised solution losses
- Low carbon inventory
- No premature carbon wear
- Less carbon screen blinding
- De-bottlenecked circuits, low consumables purchases, and low maintenance.
- Standard and custom sizes, to suit every setting
-
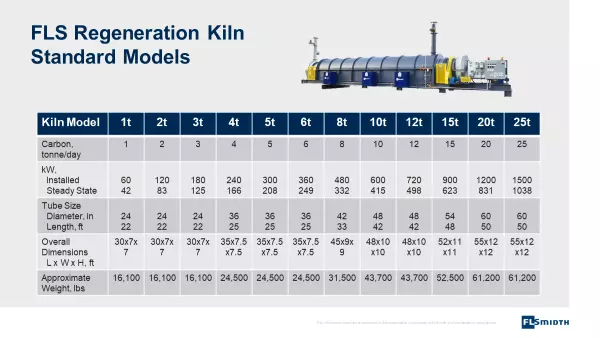
We offer our standard kiln sizes ranging from 1.0 to 25 metric tonnes per day, and larger custom kilns are available. We have something for every scale of carbon recovery.
- Resistant to high temperatures and corrosion
-
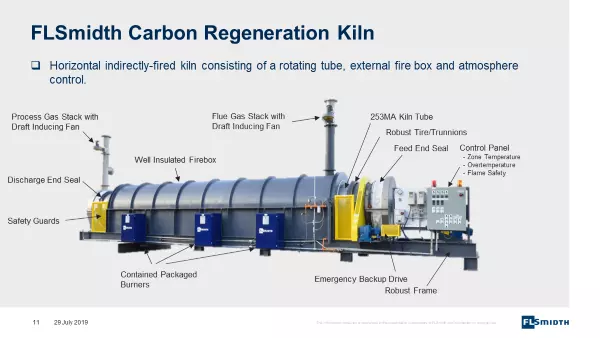
We use superior 253MA material, known for its high temperature strength and corrosion resistance, to achieve long tube life. The tube is manufactured with lifters to assure residence time, mixing and heat transfer with the carbon throughout the length of the tube.
- Effective lower-temperature operation
-
We use the minimum temperature needed to achieve safe and controlled activation, and our kiln tube dimensions result in a high heating-area to carbon-mass ratio. Both factors produce a softer heat transfer rate to the carbon and subject the carbon to lower thermal stress. Carbon life is extended versus kilns utilising extremely high tube-temperatures with low surface-area short tubes which produce localised over-heating of the carbon.
- Robust design
-
The conservative temperature and heat transfer rates employed lead to low thermal stress and high temperature corrosion is slowed. Our kiln tubes last longer with lower maintenance.
Variable speed drives attached to premium efficiency motors on both the kiln drive and screw feeder provide maximum adjustment for site-specific conditions.
Oversized bearings, trunnions and tires increase dependability and promote long overall equipment life. - Keeps operators safe
-
Guarding to protect operators from moving parts, safety barriers and railings also ensure the safety of your workers. Easy access to critical areas means simple maintenance and an emergency backup drive prevents damage due to power failure.
Product Features
Reactivate fouled carbon to maintain a healthy adsorption circuit
Our carbon regeneration kilns’ features coupled with their smart design and adaptability have made them global leaders.
The process
Our kilns are designed to operate 24 hours a day, with very little maintenance required. They have three operational stages:
- Drying (100 °C) – moisture is evaporated and steam distillation of more volatile organics.
- Baking (600-650 °C) – organics are thermally cracked.
- Activation (650-800 °C) – char from baking is burned along with a small amount of carbon and the open pore structure is restored.
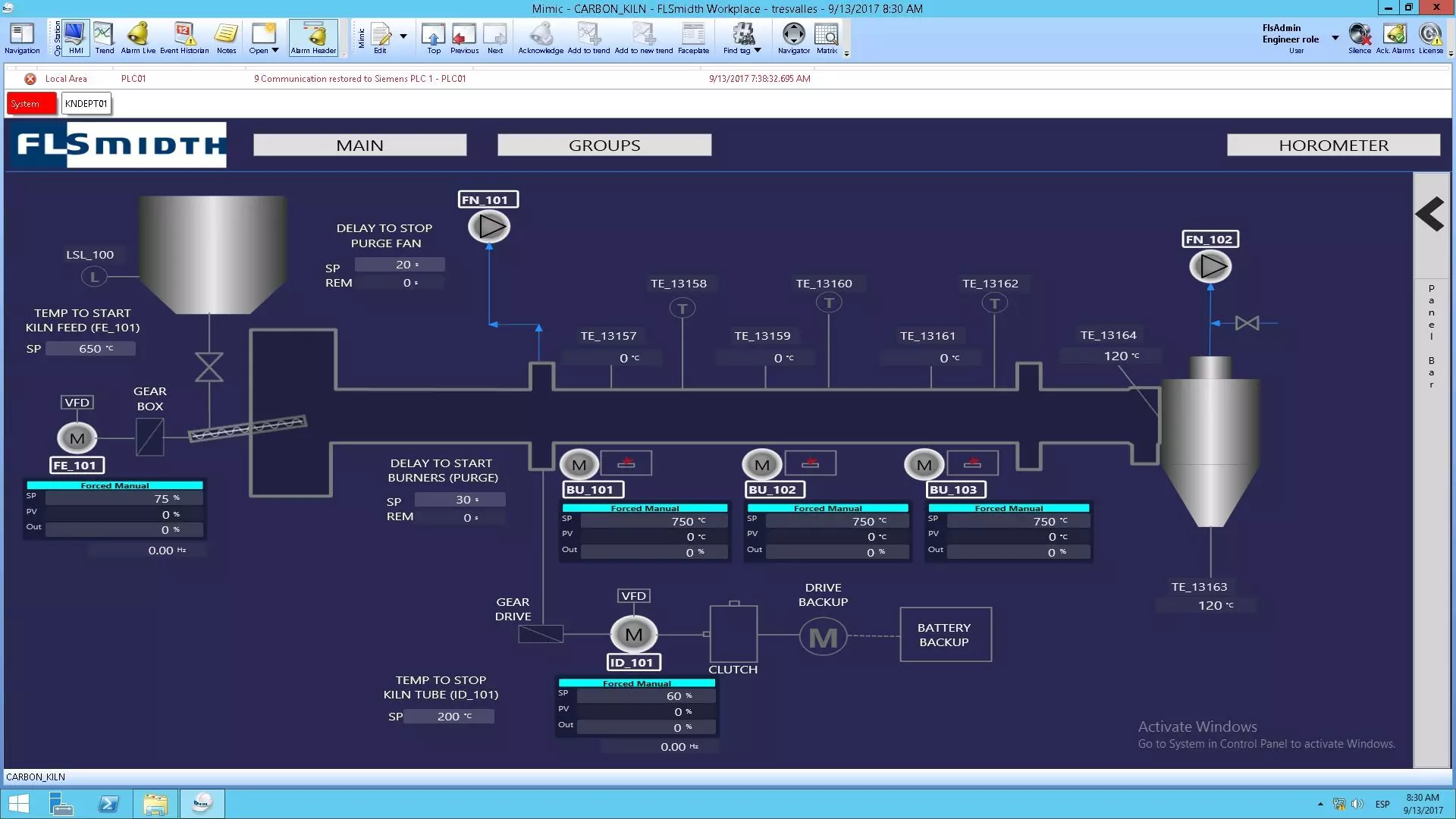
Automation and control
Our standard control panel uses localised PLC control with human machine interface (HMI). The panel is pre-wired and then removed and crated for shipping. The HMI is designed for easy operation and to optimise heating by segmenting the kiln into two or three zones, allowing for customised heating of carbon.
We offer PLC and communication protocol options.
Easy installation
Our carbon regeneration kilns come fully assembled, skid-mounted and prewired for easy and quicker installation.
Equipment selection
Choose our standard electric, gas or fuel-oil indirect-heated kilns.
Digital signal readouts of kiln process parameters and alarms are available, as well as varying levels of automation.
Options
- For circuits containing mercury, we offer complete Mercury Abatement Systems which pass the most stringent emission requirements of the United States EPA
- Choose the ancillary equipment Kiln Structural Steel with Operating Platforms, Process and Flue Gas Ducting, Carbon Pumps, Carbon Quench Tanks, Piping and Valves
- Process, Layout and Detail Engineering
- General Arrangement and Detailed Mechanical engineering
- Complete System Engineering
- Complete Process, General Arrangement and Detailed Mechanical engineering for up and downstream processes
- Troubleshooting services for systems and equipment.
Related offerings
Keep exploring