Key Benefits
- Lowered costs
- Improved purification
- Reduced environmental impact
MaxR® System
The MaxR System is the key to getting the best results out of your treatment processes. Our unique system uses fewer chemicals while producing better results.
What we offer
An Improved Process
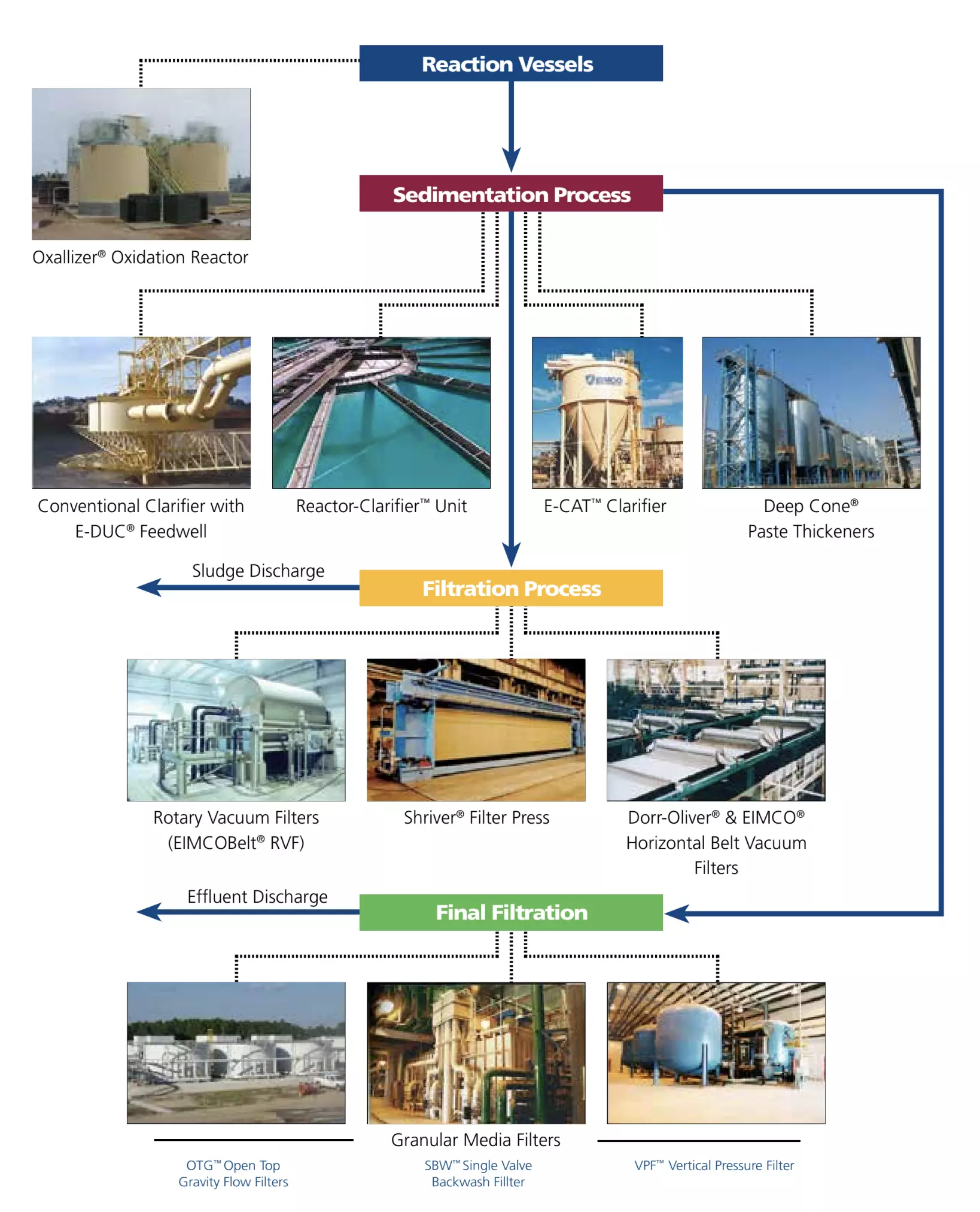
Between pulling them out of the ground, and using them for a variety of commercial applications, the valuable metals that your mining business produces need to go through several stages of treatment. These processes improve metal purity and help eliminate waste materials, for a product that can meet the high standards expected in the mining industry. Traditionally, these processes involve the addition of chemical reagents into the process stream to drive precipitation and form solids. Solids precipitated in this manner form very finely divided particles which settle slowly, forming a low density sludge that is difficult to dewater.
The MaxR® System solves this problem, by incorporating recycled thickener underflow to serve as precipitation sites for fresh solids. The underflow solids mix with the incoming feed. This allows for a process that requires fewer chemicals.
The newly precipitated solids attach to and grow on the existing particles, creating larger crystals of increased density. The ultimate discharge slurry density of a material (solids concentration) can be increased by 5-30 wt% over conventional treatment. This higher density (and by extension, the improved dewatering characteristics of the solids) also creates a system by which the dewatering rate is significantly increased. This means less dewatering equipment is required, saving your business on related equipment costs.
In addition, if mechanical dewatering is used, the dewatering rate is greatly increased due to the high density of the feed sludge and improved dewatering characteristics of the solids. As a result, the size and the cost of the dewatering equipment are reduced.
Typical Applications
The MaxR system can be applied in any application where chemical precipitation and flocs agglomeration occurs and where the process can be modified to control the reaction process. Applications where FLSmidth has obtained process improvement include:
● Magnesium hydroxide production
● Acid mine drainage (metal hydroxides and CaSO4)
● Steel mill acid pickle (FeCl3, HCl)
● Water softening [Ca(HCO3)2, Mg(HCO3)2, SiO2]
● Rare earth oxide production (lead sulfide)
● Chemical plant wastewater (calcium fluoride)
● Agra-fuel ethanol production (CaSO4, metal oxides)
● Phosphate wastewater treatment [CaF2, CaSO4, Ca(PO4)3]
● Mineral sands beneficiation (iron hydroxide and CaSO4)
● Brine treatment in caustic chlorine and food applications (CaCO3)
● Mineral leaching solution treatment (metal oxides and CaSO4)
● Groundwater treatment in natural gas field (barium sulfate)
● Groundwater treatment (Calcium carbonate, fluoride and boron)
● Titanium dioxide wastewater treatment (iron/metal hydroxides/
● calcium sulfate)
● Industrial wastewater from Latex manufacture (magnesium hydroxide)
● Fluoro-hydrocarbon manufacture wastewater (calcium fluoride and arsenic)
● Aluminum reduction facility wet scrubber (calcium fluoride and sulfate)
● Power plant wastewater (metal selenium sulfites)
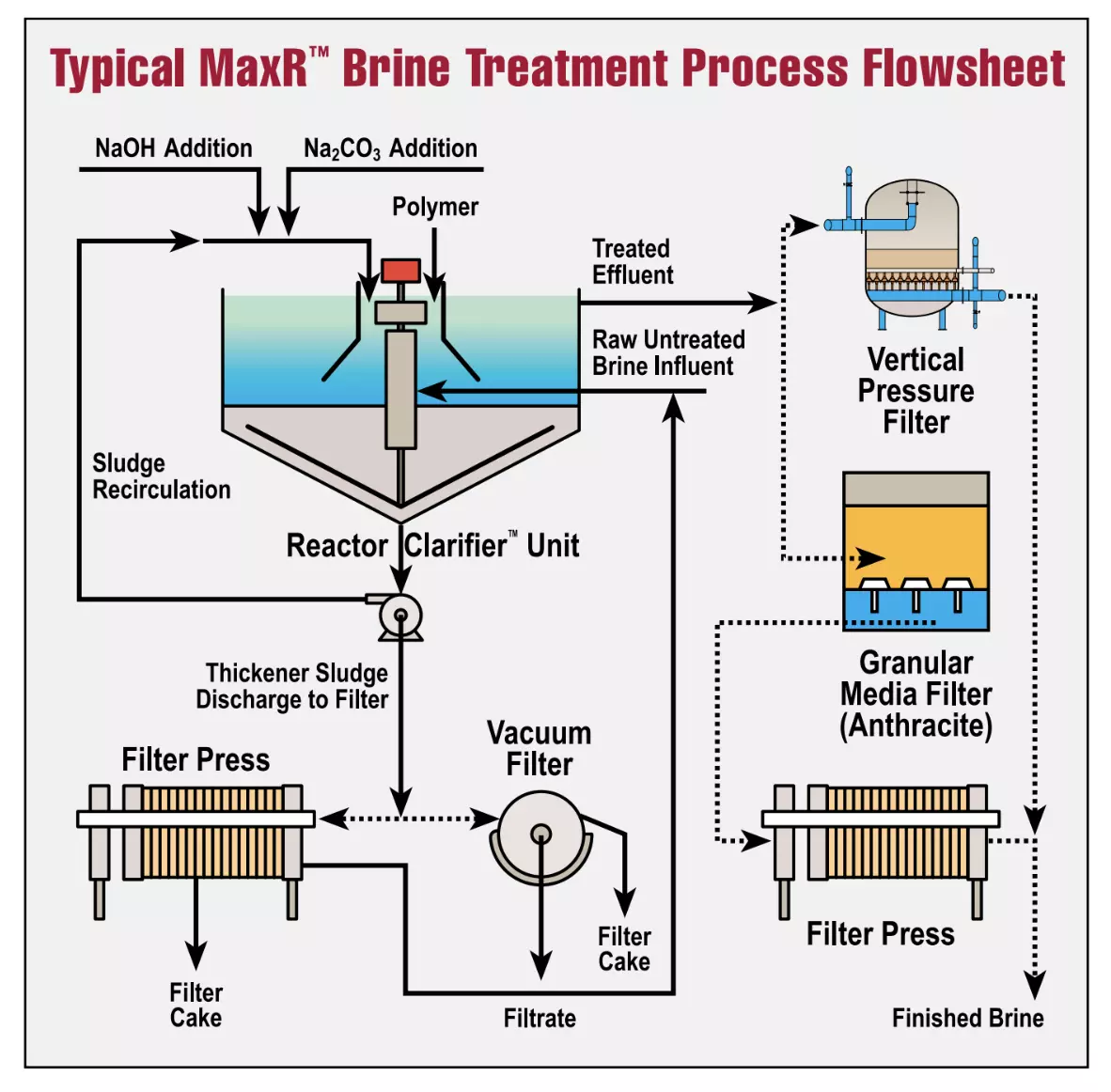
Caustic-chlorine/brine treatment
FLSmidth has successfully applied the MaxRTM process for use in brine treatment, where removal of soluble magnesium, silica and other metals as precipitated solids is required. Several installations have enabled us to demonstrate the MaxR process performance in saturated brine applications. Specifically at the most recent installation in Louisiana, we had the opportunity to compare the MaxR process versus a conventional treatment system that has yet to be upgraded to a MaxR process. MaxR treatment technology generated superior effluent quality, produced a more dense sludge and reduced the quantity of chemicals required.
The MaxR System brings with it a number of significant advantages:
● Dramatically Improves brine treatment performance
● Maximises treatment capacity with minimises capital/operating costs
● No external reaction tanks required
● Reduces sludge filter size
● Maximises savings in sludge disposal costs
● Filter cake solids increase from 15-40 wt% to 40-70 wt%
● Maximises dewatering equipment performance
● Clarifier loading increases from 0.5 m/hr to 1.5 m/hr
● Clarifier underflow solids increase from 3-10 wt% to 15-40 wt%
● Filtration rate increases by 3X-20X compared to conventional treatment processes
● Maximises utilization of chemical additives
● Reactant chemical consumption is reduced by 5-25%
● Excess chemical concentrations are reduced by 25-50%
● Excess Na2 CO3 400-600 ppm
● Excess NaOH 150-300 ppm
● Maximises system chemical stability
● Maximises metals removal, producing lower effluent concentration
● Soluble calcium from clarifier 0.45-1.25ppm
● Soluble magnesium from clarifier 0.025-0.04ppm
● Soluble silica reduce to less than 3 ppm as SiO2
Key Benefits
How the MaxR System can benefit your operation
Lowered costs
Reduced equipment, disposal, chemical and energy needs mean reduced operational expense for your business.
Improved purification
The MaxR System allows for a much more refined end product.
Reduced environmental impact
MaxR Systems use fewer chemicals catalysts in the purification process. This means less chemical contamination to the surrounding environment.
Product Features
MaxR System Application Examples
Acid neutralization and metal hydroxide removal for water treatment and reuse, Virginia
● Effluent < 15 NTU● Effluent < 15 NTU
● Sludge thickener underflow 30-50 wt%
● Vacuum filtration solids 70 - 75 wt%
Acid mine drainage treatment, California
● Annual operational savings = $1 million
● Solids concentration doubled in drying ponds to 65 wt%
● Vacuum filtration rate increased by 20X
● Center column pumping - no tunnel required
Brine process treatment, Louisiana
● Silica out < 1 mg/L● Silica out < 1 mg/L
● Sludge thickener underflow = 40 - 60 wt%
● Excess chemicals decrease by 30 - 50%
● Water blanket technology utilised
Superphosphate fertiliser, Brazil
● Characteristics:
Inlet (mg/L) Discharge (mg/L)
SS 20,000 < 200SS 20,000 < 200
F 1,300 < 5F 1,300 < 5
PO4 2,500 < 80PO4 2,500 < 80
● Scale formation reduced
● Sludge thickener underflow = 25 wt%
Power Plant Wastewater, Pennsylvania
● Provided a complete turnkey project
● MaxRTM process which includes:
● Reactor clarifier unit
● Thickener
● EIMCOBELT® RVFTM and SVGTM filters used in conjunction with our advanced biological/aeration technology, Advent Integral System
● Underflow to vacuum filter is 40 wt%, cake of 65 wt%
● Influent SS concentration = 70,000 mg/L, final SS effluent averages less than 20 mg/L
Steel Mill Wastewater, China
● Characteristics:
Inlet (mg/L) Discharge (mg/L)
SS 400 < 20SS 400 < 20
O&G 400 < 5O&G 400 < 5
Zn 80 < 2Zn 80 < 2
● Filtration cake >50 wt% solids versus 35 wt% solids obtained from parallel conventional treatment train● Filtration cake >50 wt% solids versus 35 wt% solids obtained from parallel conventional treatment train
Customer Stories
Keep exploring