Key Benefits
- Reduced energy costs
- Effective cooling
- Higher throughput
With our Contact Coolers, you can expect more effective cooling at lower cost
The Contact Cooler’s innovative design creates a highly efficient cooling process that allows for a better final product at reduced cost to your business.
What we offer
Optimise the cooling process, with an FLSmidth Contact Cooler solution
Rotary kilns are effective equipment for calcining limestone. By heating the limestone to elevated temperatures, these kilns produce a valuable product, called lime, which can be put to use in a variety of applications. The lime can reach temperatures of over 1100 °C and then all of this sensible heat needs to be recovered to improve the efficiency of the process and to yield a final product temperature that is safe for downstream handling.
Our Contact Cooler equipment speeds up the cooling process, while also cutting down on energy costs. The cooler is a direct-contact counter-current heat transfer device. Fresh ambient temperature air is used to cool the hot lime discharging from the kiln to an appropriate temperature as required for subsequent material handling and storage. The cooling air is then utilised as secondary air to the kiln so that most of the thermal energy is recuperated.
The Contact Cooler process
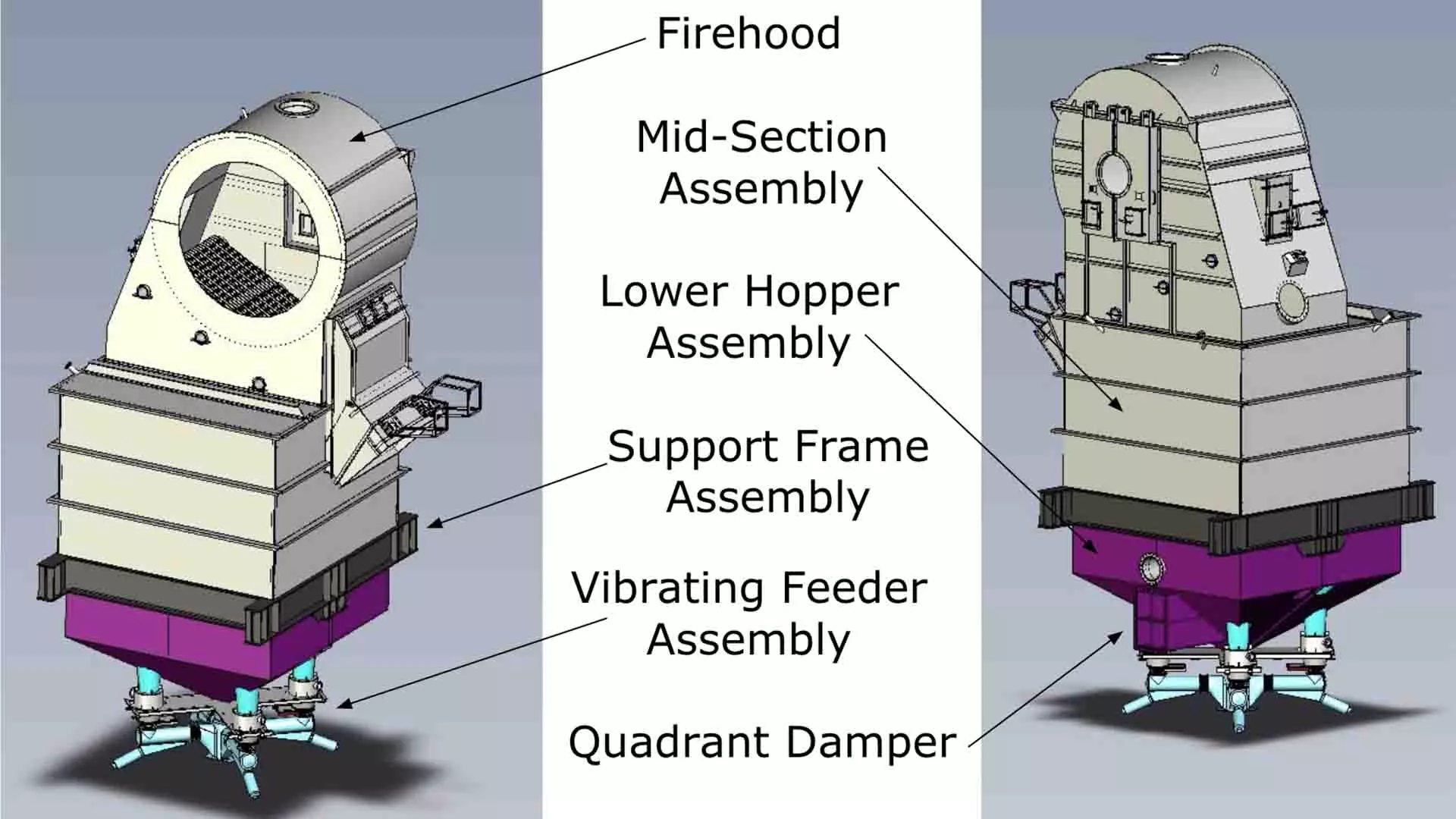
From the firehood, the lime drops through the classifying grate and into the cooler body. The classifying grate ensures that potential cakings of lime and dislodged lining (anything greater than 100mm) can be broken into small fragments or removed through the clean-out door.
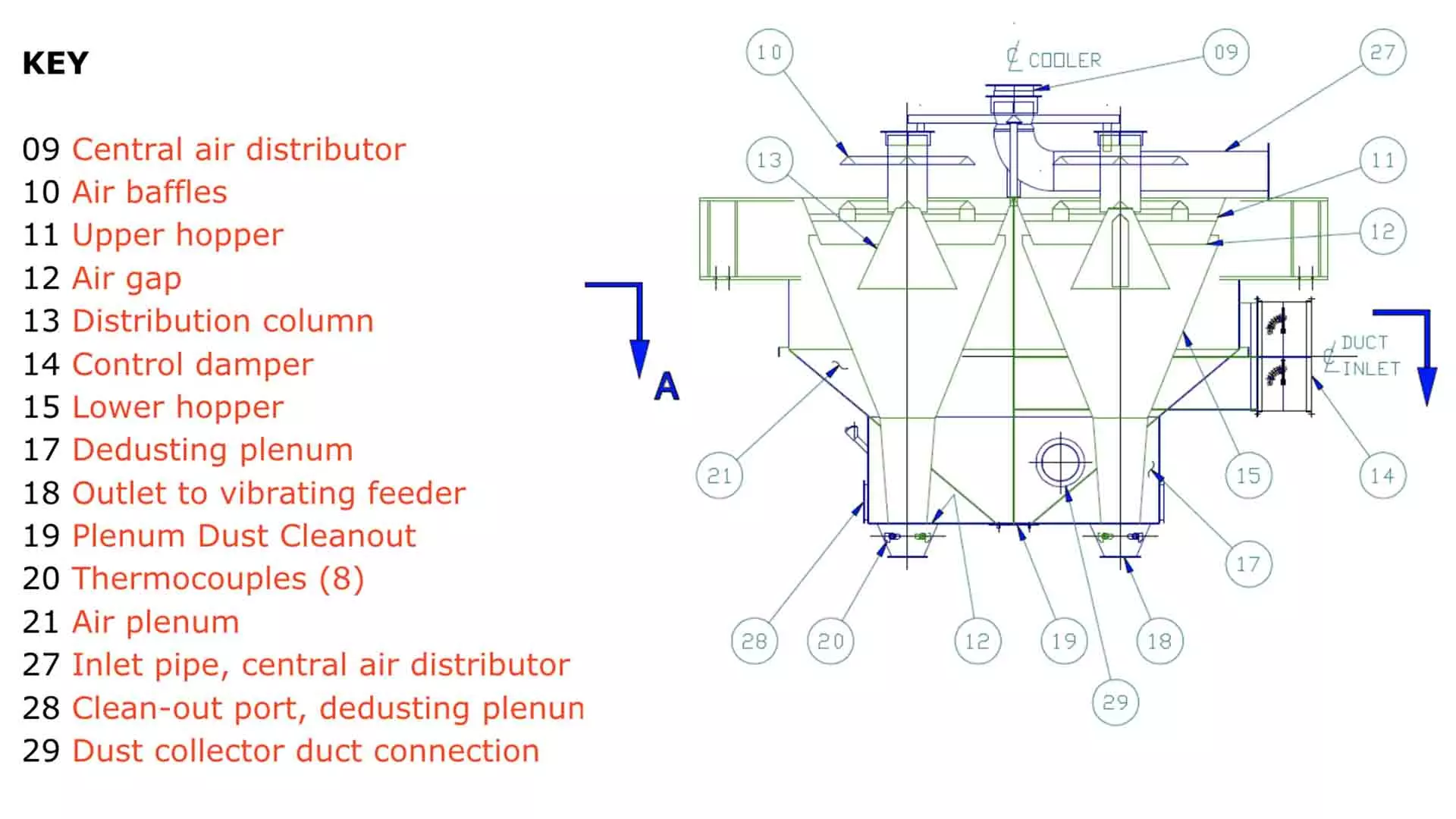
Once in the cooler body, the lime flow is initially cooled by air passing from the central air distributor. The air flow to the distributor is supplied through a pipe, and is controlled by the inlet damper on the secondary fan.
From the cooler body the lime passes the air baffles and subsequently drops into the hoppers. The majority of cooling is accomplished during this process as the lime flows countercurrent to the cooling air, which is supplied at the gap between the upper and lower hoppers, the distribution column and the air baffles.
The hoppers consist of an upper hopper, a lower hopper and the distribution column.The cooling air to the hoppers is directed through the air plenum, which is partitioned into quadrants. Cooling air is supplied by the primary fan and the total air flow is controlled by the fan speed and/or the fan inlet damper.
The cooling air is distributed to the four compartments by means of the four section control damper. The air to each quadrant can be adjusted independently for fine tuning and balancing of the system. Due to the special design of the hoppers and the distribution columns, the material flow is distributed so that uniform cooling of the lime is achieved. At the discharge spouts a negative pressure is maintained by having the dedusting plenum connected to a dust collector. This slightly negative pressure prevents dusting where material is discharged from the spouts to the vibrating feeder pans. Finally, the lime is extracted by means of vibrating feeders and is subsequently directed to a common conveyor.
The contact cooler features a clean-out door in the firehood, a clean-out door in the cooler body and observation doors providing access to the air plenum. Build-up of dust in the air plenum may be removed by removing the cover on the bottom of the lower hopper.
The cooling air to the compartments is managed by a controller, which receives a signal from a flow meter in the inlet duct of the primary fan. The air flow meter is located in the control panel, which also incorporates indicating meters for air pressure, damper position (if applicable), fan speed (if applicable) and fan motor amps. The air flow to the central air distributor is controlled by the secondary fan inlet damper or fan speed, the latter which is set at the PLC.
The material level in the cooler is measured by means of a continuous level detector(s). The level detector(s) can be nuclear or ultrasonic. The discharge temperature of the cooled lime is measured at the four thermocouples located at the discharge of each lower hopper. The negative pressure at the firehood and the material temperature in the lower hoppers are also indicated on the control panel.
The end result? An effective, easy to use cooling solution that ensures lower energy costs and improved throughput for your operation.
Key benefits
What the Contact Cooler can do for you
- Reduced energy costs
- By recycling the cooling air as secondary air to the kiln, the Contact Cooler ensures that you get the most out of your energy resources.
- Effective cooling
- Contact Cooler equipment can quickly cool calcined lime to safe temperatures, for easy storage or transport.
- Better throughput
- By optimising the cooling process, Contact Coolers achieve efficient energy recovery with fast cooling times. This means better throughput, and more revenue for your business.
Features
The technology behind the Contact Cooler
- Limestone Preheater kilns discharge calcined limestone at a temperature of over 1200°C into a contact-type cooler.
- The size of the calcined nodules typically range from 1.27cm to 6.35cm, and matches the stone feed to the system.
- The product flow passes through a layer of stainless steel cast grates.
- Depending on the kiln operation, oversize material and excessively hot material can be discharged from the kiln.
- The grates “catch” oversized material (which is not product) that should be rejected from the system.
- Non-desirable material over 15cm, and often much larger, which may include refractory, ash rings and/or preheater/kiln parts is retained on the cooler grates.
- The calcined lime particles pass through the grates to the hoppers.
- Cooling air from the Primary air fan blows through the quadrant louvers to cool the material.
- Secondary Air is scavenged by the Secondary air fan from the Primary Air fan to cool the center louver.
- Vibrating feeders draw down the material through the hoppers to be discharged onto a belt.
Keep exploring