Key Benefits
- Low emissions
- Versatile
- Easy installation
Our Mercury Retorts are designed to lower mercury risks
There are considerable dangers when faced with handling mercury in your recovery process. With our experience, we appreciate the importance of having a safe, sustainable and cost-effective system to remove and recover the toxic metal. We advise you look no further than the proven technology of our safe Mercury Retort.
What we offer
Mercury Retort that provide quality and security
For quality and safety reasons, it’s essential to have equipment that can effectively remove mercury from ‘contaminated’ material.
For quality and safety reasons, it’s essential to have equipment that can effectively remove mercury from ‘contaminated’ material. For this reason, we offer the Summit Valley™ Mercury Retort, a machine built on 20 years of experience, capable of optimising metals recovery at your plant.
| Oven Size | 10 ft3 | 20 ft3 | 40 ft3 | 60 ft3 |
| Model | 10 MR | 20 MR | 40 MR | 60 MR |
| Oven Heat Input, kW | 40 | 70 | 140 | 210 |
| Chiller Capacity, kW | 40 | 70 | 140 | 210 |
| ADR Plant Gold Production per Year, ozt |
5,500,000 180 kg |
|||
| Merrill Crowe Plant Silver Production per Year, ozt |
3,750,000 120 kg |
7,500,000 242 kg |
15,000,000 485 kg |
22,500,000 728 kg |
Our Mercury Retort is designed to remove mercury from gold sludge using vaporisation. The unit comes programmed with a standard temperature profile for the vaporisation of water, followed by the vaporisation of mercury, meeting temperatures between 200° C and 600° C. Each cycle takes approximately 20 to 24 hours, with heating time around four hours, soaking time extending up to 16 hours and cooling time of around two to six hours. The amount of time required can be altered, depending on site-specific conditions, such as increases in moisture content. The temperature can also be adjusted, depending on your needs.
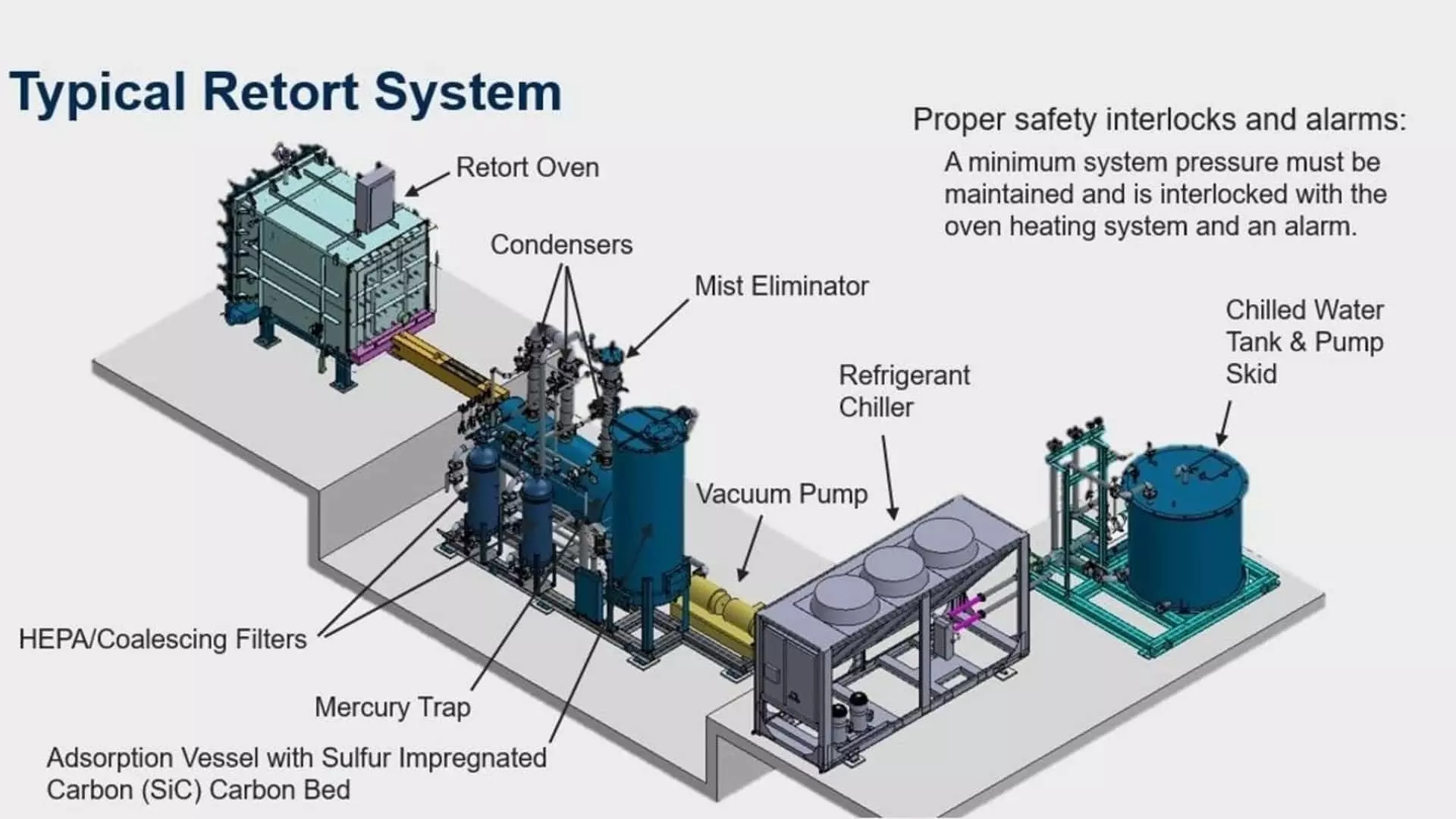
Supplied as a complete system, the retort oven includes a mercury condenser train, consisting of tube and shell heat exchangers, a mercury trap, dual coalescing/HEPA filters and a final sulphur impregnated carbon bed. The internal oven components of the retort are made of grade 253MA stainless steel, and the exterior is made of carbon steel, making it incredibly robust and durable. It comes in two distinct designs; barrel-style, primarily for electrowinning sludge, and cabinet-style, designed to suited Merrill Crowe circuits.
Key benefits
Retorts that promise low emissions and flexibility
Our Mercury Retorts have been designed with you as our top priority. We offer a sustainable product that is flexible and easy to setup.
The dangers that mercury can cause are devastating. Mercury poisoning can lead to a range of ailments, such as Minamata disease, which has neurological side-effects ranging from minor to severe. Your workers should not be faced with such dangers, and our Mercury Retorts have been designed for over 20 years with this as our main objective.
We recommend our Mercury Retort to you, as we assure you that it is the safest and most effective option when it comes to mercury removal.
Low emissions
For a lighter environmental footprint and a lower safety risk, our Mercury Retorts have been designed to meet the most stringent international mercury emission standards. We also offer additional particle filters, which ensure absolutely minimal emissions.
Versatile
Our retorts are extremely flexible, as they can handle feed materials with a wide range of mercury content. This means that whatever your needs are, our Mercury Retorts can meet them.
Easy installation
The retort is shop assembled, skid-mounted, and tested. It is shipped in several skids to the job site, allowing for ease of installation on site. This promises you a more straightforward experience with far less stress.
Product features
Features that provide choice and simplicity
The Mercury Retort has unique features designed to give other brands a run for their money. We offer a range of optional components, designed to tailor the process to your needs, as well as offer features that aim to simplify the process for you.
Barrel Retort
- It offers you a range of external fuel or internal electric heating options, making it more flexible and suitable to specific needs.
- It possesses a fully enclosed stainless-steel barrel with 253MA internal oven components for high-temperature corrosion resistance.
- It has an integral chilling system used during the cooling phase of mercury removal.
Cabinet Retort
- Like the Barrel Retort, it also possesses 253MA internal oven components for high-temperature corrosion resistance.
- It offers a skid-mounted chiller system, which simplifies installation and provides optimal operations of retort.
Options
- Options offer corrosion-resistant materials, designed to address at-risk areas, such as the oven, electrical heating components, and piping, condensing, and emissions control equipment.
- Retort oven door interlock for customer control systems.
- Refrigerant Chillers and Chiller Skids.
- Ancillary Equipment: Retort Pans, Pan Racks, SiC Carbon, Replacement Heating Elements, Vacuum Pumps, Coalescing Filters, Piping and Valves.
- Process, Layout and Detail Engineering.
- Retort System Process, General Arrangement and Detailed Mechanical engineering.
- Complete System Engineering: Complete Process, General Arrangement and Detailed Mechanical engineering offered for up and downstream processes.
- Troubleshooting services for system and equipment.
Related offerings
Services
Keep exploring