Improve pumping efficiency with KREBS® Horizontal Slurry Pumps
KREBS® horizontal slurry pumps delivers up to 5-10% power savings by eliminating grinding and recirculation and increasing efficiency and reliability. With the wear ring technology and an optimized pump system design, we’ve achieved up to 30% lower power consumption. KREBS pumps also increase the wear life of the liners and impeller allowing more time pumping and less maintenance. Learn more about our horizontal slurry pumps in the below.
Products
KREBS® Vertical and Horizontal Slurry Pumps
Filter within list
Total items
What we offer
Heavy-duty slurry pumps for a wide range of applications
KREBS centrifugal slurry pumps are designed for heavy-duty output, abrasive and corrosive duties and high-efficiency processes. Our slurry pumps are used in mining applications such as tailings, mill discharge, transport, and grinding circuits all over the world.
KREBS millMAX Pump’s advantage is our unique design was developed exclusively for pumping abrasive slurries.
Prior to the millMAX, slurry pumps experienced two major problems: mechanical grinding of solids between the suction liner and impeller, and flow recirculating back to the impeller eye on the suction side. Both of these problems decrease pump life and increase power consumption. Conventional slurry pumps can only solve one of these issues through impeller and liner adjustment – but not both.
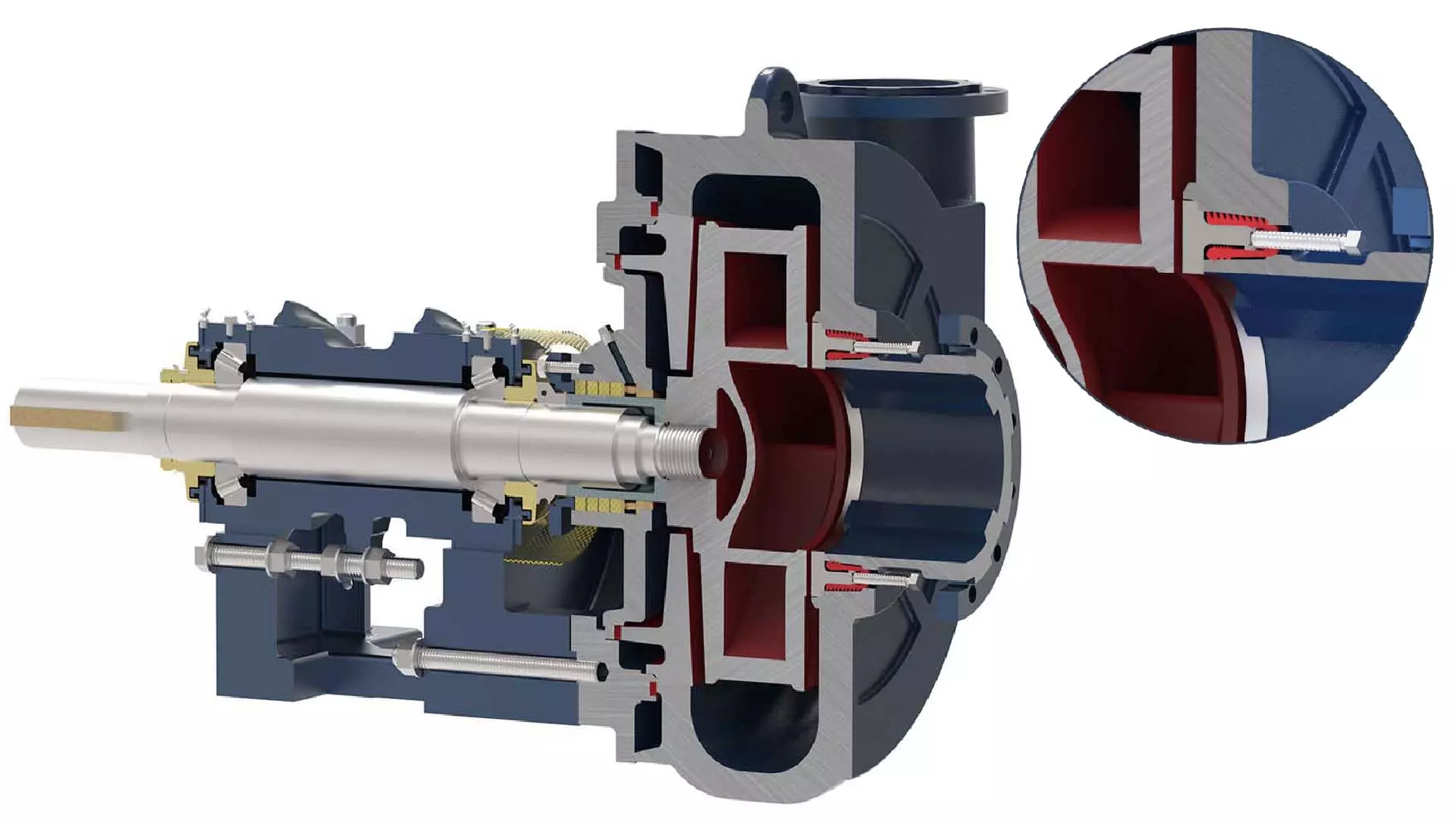
millMAX™ Wear ring technology
The image shows a closeup of wear ring assembly; wear ring, wear ring carrier and wear ring adjustment bolt. The millMAX™ product family features a proprietary suction-side sealing system, called the wear ring, that eliminates both major problems faced by conventional pumps. The wear ring closes the suction side gap while the pump is running restoring performance without speeding up the pump. This feature makes KREBS® pumps the only pump line that can effectively eliminate both the inefficient recirculation and the grinding of slurry.
- millMAX™
-
The millMAX™ centrifugal slurry pump line includes pumps specifically designed for high efficiency, high pressure, high head and heavy-duty applications. The millMAX is commonly used in copper, coal, iron ore, industrial, oil sands and coal power (WFGD) applications.
Benefits of the millMAX include:
- Minimised cost-per-ton
- Increased wear life
- Lower power consumption
- More consistent hydrocyclone performance
- Easy operation and maintenance
- Reduced downtime
- slurryMAX™ and slurryMAX™ XD
-
Our split-case slurryMAX™ and slurryMAX XD centrifugal pumps are the most versatile, efficient and longest-lasting slurry pump of its kind. With a wide range of polymer and metal material options, it is ideal for the majority of applications including tailings, cyclone feed, aggregate processes.
Benefits of the slurryMAX include:
- Even and predictable wear life
- Interchangeable material options
- Energy savings
- Eliminated gland water requirements
Benefits of the slurryMAX XD include:
- High wear applications
- Thick rubber liners increase wear life
- Multiple elastomer material options for liners
- gravelMAX™
-
Our gravelMAX™ centrifugal slurry pump is designed for severely abrasive slurries.
Benefits of the gravelMAX include:
- Higher percent solids and higher-density slurry pumping capabilities
- Higher vacuum draw
- Reduced power costs
- Reduced cost-per-ton
- Increased wear life
- Longer service life
Designed for multiple applications:
- Aggregates (sand plants, cyclone feed, tailings)
- Dredging
- Coal (heavy media cyclone feed)
- Froth
- Heavy-duty abrasive slurries
- Any application requiring large solids passing
- UMD™
-
The UMD™ pump is our heavy-duty slurry pump, focused on maximising wear life while still maintaining the highest efficiency. High-pressure and rubber-lined UMD pump models are also available.
Benefits of the UMD include:
- Increased wear life
- Lower power consumption
- Reduced cost-per-ton
- Lower inventory requirements
Applications of the UMD include:
- Mill discharge/primary cyclone feed applications
- Oil sands hydrotransport
- Hard rock tailings
- Coarse tailings
- Regrind cyclone feed
- Multistage applications
- High-flow applications
- Wide-flow applications
- Corrosive duties
- Other highly abrasive applications
- vMAX™
-
We developed our vMAX™ line of vertical cantilever hard-metal pumps for conventional clean-up sump and process duties. The vMAX delivers continuous abrasive slurry service in sumps, without the need for sump level control.
Benefits of the vMAX include:
- Large solids passing size
- No sump level control required
- Easy to operate and maintain
- No particle degradation
Applications of the vMAX include:
- Mining and mineral processing
- Carbon transfer
- Industrial processing
- Heavy-duty abrasive slurries
- Power plants
- Dewatering
- Plant floor cleanup
- Low pH applications (metal vMAX)
- Chemical processing (vMAX-R)
The bottom line
Every application is different, and the correct pump type and model is critical to maintaining an efficient and cost-effective pumping operation. You can count on our pump experts to work with you to address your specific process challenges. Add a KREBS pump to your operation, and watch your total cost of ownership drop.
Customer stories
Other offerings
Keep exploring