Key Benefits
- Maximise mill yield
- Minimise scrap
- Meet product specification
- Rapid turnaround times
- Maximised level of quality
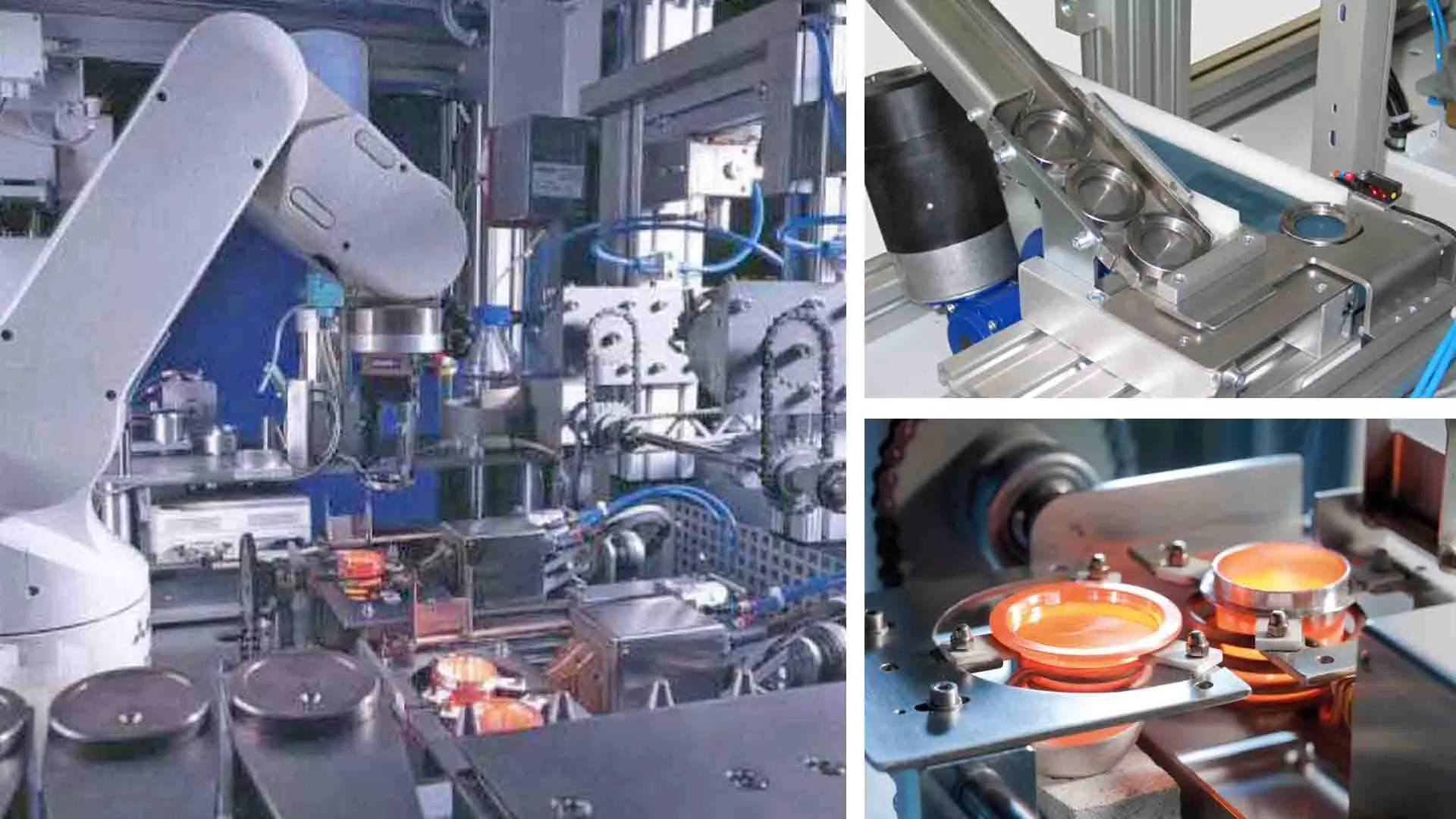
Rapid and precise automated preparation and analysis of iron, steel & slag
Quality control for your iron and steel manufacturing processing can be revolutionised thanks to the benefits of laboratory automation technology. We offer you sample transportation, handling and preparation solutions that are optimised to achieve the maximum level of quality and the shortest processing time.
What we offer
Integrated solutions tailored to your iron and steel manufacturing processes
An increasingly competitive environment is putting pressure on global steel companies to search for better ways to gain a commercial advantage in the market. They are looking for quality control solutions that allow them to produce a quality product in a manner that maximises mill yield and minimises scrap while meeting chemical specification. To produce high-quality iron and steel, producers must utilise sample preparation and analysis methods that are accurate, tailored to the individual sample types and deliver fast turnaround times.
Our automated and integrated solutions guarantee the optimal preparation of iron, steel and slag samples for all relevant analysis methods, including optical emission spectroscopy (OES), X-ray fluoroscopy (XRF) and combustion analysis.
Prompt and accurate analysis is key to a successful high-quality steel production operation. However, the quality control system needs to be flexible, so it can easily reserve capacities for preferential preparation of highly prioritised samples as well as efficiently manage sample peak loads. Our integrated solutions and control software meet all these process demands.
Our central laboratory systems often include:
- Pneumatic transport systems – to enable the efficient and quick transport of carriers containing metallic and slag samples from the production site to the laboratory
- Pneumatic receiving stations – where iron and steel samples, slag, pins or other material enter the laboratory
- Steel and iron sample preparation for OES and XRF analysis - the design of the sample preparation section depends on the types of samples used for quality control and the analysis method and may involve machines for grinding, milling or punching.
- Preparation for combustion analysis – production and/or collection of chips for carbon, sulphur, oxygen, nitrogen and hydrogen analysis
- Slag sample preparation – the crushing, grinding, pelletising or fusion of slag samples for XRF analysis
- Analysis section – integration of best-in-class analysers
- Control system - optimised to provide quick, safe and efficient preparation of all different sample types the system enables the smooth processing of high sample loads and complex preparation procedures. Priority management with various priority levels is deeply integrated into the software.
Automated and semi-automated containerised laboratories solutions allow you to take quality control closer to the process, simplifying sample transportation and allowing even faster turnaround of results.
Key benefits
Speed and accuracy when your process demands it
We understand that sample turnaround time is of the essence. And you need quality control systems that are both robust and reliable yet deliver accurate and reproducible analytical results. Our automated solutions have proven to meet all these requirements.
Improved ergonomics
Previous safety concerns about exposure to noise, heat, and fumes are minimised because of integrated automated sample transport and preparation systems remove operators from hazardous environments and tasks.
Enhanced reproducibility
Automated steel-plant laboratories improve accuracy and precision compared to manual processing. This is due to being able to complete tasks in an identical fashion, reducing the risk of:
- Cross-contamination
- Poor consistency and traceability
- Poor reproductivity
This results in a repeatable process that produces high-quality data.
Maximised level of quality
Software and hardware improvements to analytical instrumentation are allowing for more detailed analysis and lower detection limits. As a result, sample preparation of the metals and materials being analysed is becoming increasingly important. Even minor contamination or slightly defective surfaces on the samples used can lead to incorrect analysis results and misinterpretations. Particularly for metal analysis, the sample surface must be perfectly prepared because any spectroscopic analysis can only be as good as the quality of the samples. Our sample preparation equipment ensures an excellent prepared sample surface and therefore a high-quality analysis.
Enhanced productivity and availability
Optimal quality slag is essential to produce high-quality hot metal. Slag not only helps purify the metal but also reduces heat loss by thermal isolation and helps protect the refractory lining of the furnace due to its erosion-reducing properties. Timely and accurate XRF analysis of slag samples allows you to control your process better, enabling more efficient protection of refractory material, reduced energy consumption, better control of additives and better alloy qualities.
Faster turnaround times
To allow the fastest possible transport, there is normally a direct connection between the pneumatic stations in the steel plant and the laboratory. The speed of the pneumatic carrier is up to 20 m/sec. That means from the time of collection and despatch of the sample to laboratory for preparation and analysis is truly optimised. That results in quicker elemental results, optimised quality control and tighter control of your iron and steel manufacturing.
Features
A scope of supply that proves reliability, flexibility and safety
Making changes to the way your facility functions may seem like a risk. However, our scope of supply does not only prove customer satisfaction but also boosts the reliability of our products, making us the ideal choice when you decide to automate your laboratory
- ArcelorMittal Vanderbijlpark, South Africa
-
With our help, Mittal Vanderbijlpark installed a fully automated steel laboratory in 2002, and since then we have continued to provide them with further upgrades. This facility uses an automated air tube system to transport samples to the laboratory, where they are prepared and analysed by automated equipment.
Four sending stations are used in the plant where “lollipop” samples from secondary metallurgy and the continuous caster are sent via the air tube system. The samples are received in the receiving station and conveyed via a steel conveyor to an automated milling machine, where they are prepared and then transferred via a robot to an OES system for analysis. PrepMaster software is used to control this entire process.
As samples must travel approximately 400–500 meters, this method of transportation allows ArcelorMittal to efficiently analyse samples without delay, resulting in faster turnaround times. From transport to analysis, the entire operation is fully automated, without any need for human intervention.

- Columbus Stainless, South Africa
-
Located in Mpumalanga, South Africa, this facility was supplied on a turnkey basis. This laboratory is unique as it can process two “lollipop” samples at once, allowing XRF and OES analysis to be undertaken simultaneously, giving the plant a larger range of analysis.
Via an air tube system, two samples are transported to the main laboratory, where they are de-capped and separated for analysis. The first sample is removed by suction at the first automated milling machine where it is prepared and then presented to the robot. From there, it is transported to a camera vision system, which determines the optimal sparking position, and then the sample is analysed with OES technology.
The second sample is fed to the second milling machine, where it is prepared and then presented, via a robot, to an XRF system, where the sample is analysed.
Slag samples are also analysed at this facility. Transported in the same fashion as other samples, the sample is de-capped, and the slag is placed in a cup. It is then presented to a crusher), conveyed to a pulveriser and to a pelletising press where a pressed pellet is formed. XRF technology is used to analyse these slag samples.
As these samples can be analysed simultaneously, this facility has the capacity to run multiple procedures at once, equalling faster turnaround times and a more productive laboratory. With the facility being controlled externally via PrepMaster software, human intervention is minimised.

- Highveld Steel, South Africa
-
Located in Witbank, Mpumalanga, South Africa, this facility was supplied with a fully automated robotic system. The facility includes a fully automated fusion instrument and a milling machine for the preparation of slags and raw materials. An automated pressed pellet preparation system was also supplied, consisting of an automated press primarily for slag samples. This allows for the production of high-quality slag, which results in a high-quality product, essential for accuracy and efficiency.
Keep exploring