
First In – First Out. Let’s keep your materials moving
Energy-efficient blending, storage and reclaim
You have a lot of choices for your blending silos and storage . Each has different strengths and characteristics, allowing you to choose the best fit for your application. And you can be sure that whatever you choose will be low-dust, high-efficiency and long-life.


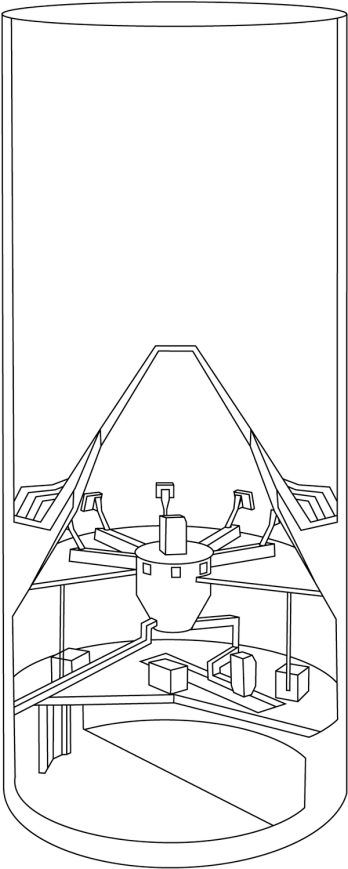
Whatever material you’re storing and however it fits in to your process, efficient and complete reclaim is always a priority. It impacts productivity and profitability – not to mention safety. Problems retrieving material from storage can be a major bottleneck to your operation. This is why we have prioritized First In – First Out in all our silo designs. By keeping material moving using controlled flow technology, your materials are held safe in storage and easily reclaimed. With First In – First Out built in as standard, you can choose from our range of silo technologies in accordance with your needs.
Pneumatic blending technology maximises the benefits of fluidisation and gravity to achieve complete blending with low power consumption. Our range of pneumatic blending silos caters for high capacity, low pressure and low dust applications in bulk materials industries.